ABSTRAK
Pada masa sekarang ini, sistem otomasi menjadi aspek penting dalam proses manufakturing
karena mampu mengintegrasikan proses manufaktur sehingga menjadi lebih efektif dan
efisien. PLC atau Programmable Logic Controller merupakan salah satu jenis sistem otomasi.
Banyak industri menggunakan PLC sebagai alat pengendali otomatis pada proses manufaktur
untuk mengendalikan semua jenis proses. Poka-Yoke sendiri memilik arti yaitu metode standar dari Toyota Production System untuk mencegah terjadinya kesalahan sederhana yang disebabkan oleh manusia atau human error.
PENDAHULUAN
Kesalahan manusia mengacu pada kesalahan atau kecelakaan yang terjadi karena tindakan atau keputusan individu, bukan peralatan atau sistem. Kesalahan manusia dapat terjadi di berbagai bidang, termasuk kesehatan, transportasi, manufaktur, dan banyak lainnya. Hal ini dapat disebabkan oleh kurangnya pengetahuan, pelatihan, atau pengalaman, serta kelelahan, stres, atau gangguan. Kesalahan manusia dapat menimbulkan akibat yang serius, seperti kecelakaan, cedera, atau bahkan kematian. Oleh karena itu, penting untuk mengidentifikasi dan mengatasi faktor-faktor yang berkontribusi terhadap kesalahan manusia untuk mencegah terjadinya kesalahan tersebut. Maka dari pada itu dalam halaman ini saya membuat rancangan sistem yang mana dapat mencegah terjadinya kesalahan yang di akibatkan oleh Human Error yaitu sistem poka-yoke. Kata “Poka-Yoke” berasal dari bahasa Jepang yang artinya adalah mencegah kesalahan sederhana yang disebabkan karena kecerobohan dari tenaga kerja atau dari sisi manusia. Ceroboh adalah sikap tidak hati-hati yang dilakukan manusia pada kondisi tertentu. Jadi secara sederhana, Poka-Yoke kurang lebih berarti : alat untuk menghindari kesalahan. Dalam literatur barat ,konsep Poka-Yoke ini dikenal sebagai mistake proofing atau idiot proofing atau fool proofing. Poka-Yoke sendiri lebih dipandang sebagai suatu konsep,ketimbang sebuah prosedur. Konsep Paka Yoke ini pertama diperkenalkan sekitar tahun 1960-an oleh Shigeo Shingo yang merupakan bagian dari Sistem Produksi Totoya (Toyota Production System).
RUMUSAN MASALAH
Berdasarkan pendahuluan/latar belakang tersebut, maka permasalahan dalam penelitian ini dapat dirumuskan sebagai berikut : 1. Identifikasi kesalahan yang sering terjadi dalam proses produksi dan merancang sistem poka yoke untuk meminimalisir kemungkinan terjadinya kesalahan. 2. Upaya mengoptimalkan kualitas produk, dan tingkat efektivitas proses produksi dengan penerapan metode poka yoke.
METODE PENELITIAN
Pada sistem ini saya menggunakan metode penelitian deskriptif, sehingga penelitian mengenai sistem ini menekankan pengumpulan fakta dan identifikasi data. Pendekatan yang dilakukan dalam penelitian ini adalah studi analisis guna mengungkapkan informasi-informasi yang ada. Metode penelitian sistem Poka Yoke digunakan untuk mencegah kesalahan dalam proses produksi. Beberapa penelitian telah menerapkan metode Poka Yoke ini dalam berbagai industri, seperti pengecoran produk logam, produksi paving stone, penyortiran baju, dan dalam industri manufaktur.
KAJIAN TEORI
- SISTEM
Sistem dapat diartikan sebagai sekelompok elemen-elemen yang terintegrasi dengan maksud yang sama untuk mencapai suatu tujuan. Suatu sistem mempunyai karakteristik atau sifat-sifat tertentu yang meliputi [4 : Mempunyai komponen (components), Mempunyai batas (boundary), Mempunyai penghubung/antar muka (interface), Mempunyai masukan (input), Mempunyai pengolahan (processing), dan mempunyai Keluaran (output)
- PLC (Programmable Logic Controller)
PLC atau Programmable Logic Controller merupakan salah satu jenis sistem otomasi.
Banyak industri menggunakan PLC sebagai alat pengendali sistem otomatis pada proses manufaktur
untuk mengendalikan semua jenis proses. Sebagai contohnya yaitu proses Poka-Yoke untuk industri manufaktur
- SENSOR
Sensor adalah alat untuk mendeteksi dan mengukur suatu besaran fisis berupa variasi mekanis, magnetis, panas, sinar dan kimia dengan diubah menjadi tegangan dan arus lsitrik. Beberapa jenis sensor yang sering dijumpai di dunia industri antara lain : 1. Sensor Proximity : merupakan salah satu jenis sensor yang dapat mendeteksi keberadaan objek di sekitar tanpa adanya kontak fisik. Ada berbagai jenis sensor jarak, termasuk sensor induktif, kapasitif, magnetik, ultrasonik, dan reflektif. 2. Sensor Suhu: Digunakan untuk mendeteksi perubahan suhu, misalnya dalam sistem pemanas atau pendingin udara 3. Sensor Kelembapan: Mengukur kelembapan udara dan relatif, seperti perbandingan antara kandungan udara di udara dan potensi udara maksimum dalam menahan udara 4. Sensor cahaya : adalah sebuah alat elektronik yang berfungsi untuk mendeteksi cahaya dan mengubahnya menjadi sinyal listrik Dari beberapa contoh sensor di atas, dalam sistem Poka-Yoke ini hanya menggunakan sensor proximity sebagai Input/pendeteksi bila ada terjadinya human error.
TUJUAN
Di Dunia Industri, pencegahan kesalahan sangatlah penting supaya produk yang dihasilkan sesuai dengan Standar yang telah ditentukan. Maka dari pada itu saya membuat sistem Poka-Yoke ini untuk membantu operator dalam proses Assembly atau proses perakitan dalam industri manufaktur. Proses perakitan adalah proses penyusunan dan penyatuan beberapa bagian komponen menjadi suatu alat atau mesin yang mempunyai fungsi tertentu. Assembling adalah suatu proses penggabungan atau penyambungan dua atau lebih komponen dengan cara mekanik menjadi sebuah unit yang dapat digunakan.
MANFAAT
Dari adanya sistem poka-yoke ini jelas sangat membantu perusahaan terkait mengenai terjadinya human error, dan membantu percepatan waktu produksi pada perusahaan.
KOMPONEN YANG DIGUNAKAN
Dalam sistem Poka-yoke ini menggunakan beberapa komponen antara lain : 1. PLC (Programmable Logic Controller) : merupakan salah satu jenis sistem otomasi yang dapat di program, sehingga dapat menyimpan instruksi-instruksi. 2. Sensor Proximity : merupakan salah satu jenis sensor yang dapat mendeteksi keberadaan objek di sekitar tanpa adanya kontak fisik. 3. Lampu hijau : digunakan sebagai indikator bahwa seluruh tahapan assembly tidak mengalami human error/kesalahan yang di sebabkan karena lupanya operator 4. Lampu merah : digunakan sebagai indikator bahwa terjadinya human error/kesalahan yang di sebabkan oleh operator 5. Buzzer : sama halnya seperti lampu merah yaitu menandakan bahwa terjadinya human error, dan akan mengeluarkan suara/bunyi, sehingga operator dapat mengetahui bahwa terdapat jumping proses 6. MCB : Pemutus daya atau pemutus tenaga adalah pemutus rangkaian listrik yang khusus memutuskan arus listrik pada tegangan kerja atau arus hubung singkat 7. Power Supply : mengubah arus listrik dari sumber menjadi tegangan, dalam sistem ini hanya menggunakan arus listrik 220v AC sehingga untuk supply ke-sensor dan Plc menggunakan tegangan 24v DC, maka dari pada itu menggunakan power supply 8. PB (Push Button) : tombol yang digunakan untuk menghubungkan dan memutuskan rangkaian listrik dengan cara ditekan, dalam sistem ini digunakan sebagai ON/OFF sistem poka-yoke
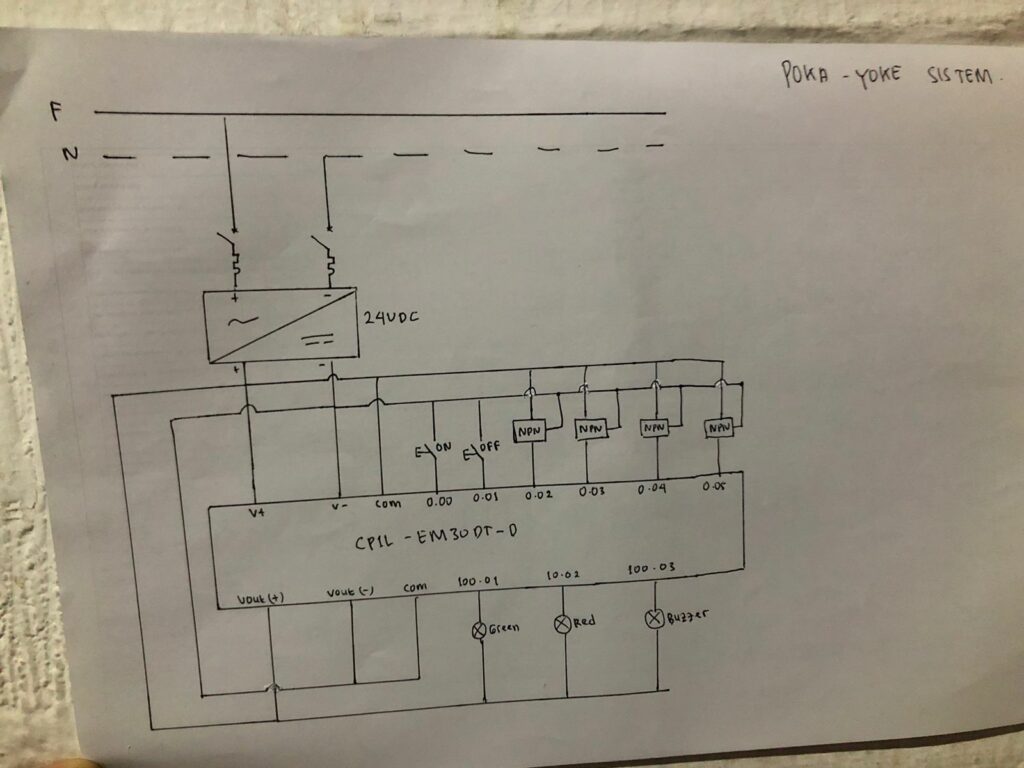
WIRING SISTEM
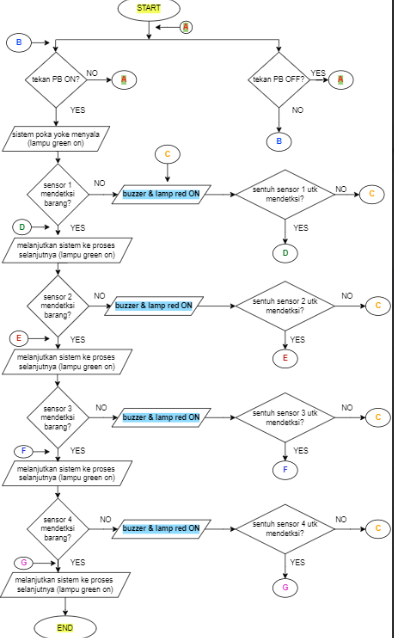
FLOWCHART SISTEM
KESIMPULAN
Pada sistem yang saya buat ini dapat disimpulkan cara kerjanya sebagai berikut : 1. Sistem poka-yoke ini menggunakan PLC sebagai pemrogramannya, dan beberapa komponen eltronik yang seperti saya jelaskan di atas. 2. Ketika sistem ON maka seluruh sensor dalam keadaan standby, sehingga ketika operator assembly melakukan pekerjaannya maka secara otomatis sistem akan berjalan. 3. Ketika operator assembly mengalami jumping proses/kesalahan dalam proses yang semestinya berjalan secara urut dan dengan lancar, namun mengalami kendala maka buzzer dan lamp red menyala. 4. Namun sebaliknya, jika tidak mengalami jumping proses maka proses akan berjalan dengan lancar, sehingga proses produksi berjalan dengan cepat dan tepat. “NOTE” SISTEM INI SAYA BUAT UNTUK MEMENUHI KIKD SEMESTER 5 1. PSR 3.20 : Memahami peralatan kerja dan komponen yang di gunakan 2. SPE 3.30 : Menerapkan PLC sebagai alat pengontrol 3. PRE 3.17 : Menerapkan rangkaian inverter dc to ac 4. PKK : Menerapkan proses kerja pembuatan prototype produk barang/jasa
No responses yet